
Si no se ajustan correctamente los parámetros:
-
- Aumenta la presión interna del hotend
-
- El extrusor muerde o marca el filamento
-
- Se generan atascos
-
- Imprime en el aire
-
- Aparecen sub-extrusiones
-
- El material se debilita durante las retracciones
Por eso optimizamos nuestros parametros para trabajar con PET reciclado en nuestras impresoras creality HI, reduciendo la presión interna y protegiendo la integridad del hilo.
Aquí te explicamos los parámetros más importantes y por qué los configuramos así.
1. Temperatura de impresión: fluidez sin sobrepresión
Boquilla: 260 °C
Cama: 80 °C
¿Por qué?
Si la temperatura es demasiado baja:
-
- El material fluye con dificultad
-
- Aumenta la presión en el nozzle
-
- El extrusor necesita empujar más
-
- El filamento se deforma o se muerde
Al usar 260 °C logramos:
-
- Mejor fluidez
-
- Menor resistencia interna
-
- Menos esfuerzo del motor
-
- Presión más estable
En PET reciclado, reducir presión es más importante que imprimir rapido.
2. Ventilación: enfriar menos para pegar mejor

Configuración clave: No refrigerar las primeras 3 capas, ventilador base bajo (10%), para voladizos:
40% y refrigeración forzada activada para puentes
¿Por qué no usar ventilador alto?
Demasiado enfriamiento endurece el material muy rápido y genera mala adherencia entre capas, lo que hace que la pieza no quede resistente y se puedan quitar las capas con la mano.
El equilibrio es clave: enfriar lo suficiente para mantener forma, pero no tanto que no logre la fusión entre ellas.
3. Velocidad: el factor más crítico para la presión
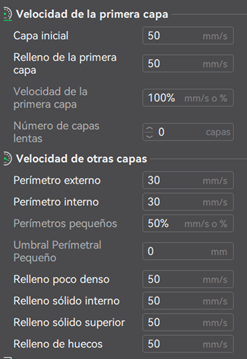
Primera capa: 50 mm/s
Perímetros: 30 mm/s
Rellenos: 50 mm/s
Velocidad volumétrica máxima: 9 mm³/s
La presión en el hotend está directamente relacionada con la velocidad volumétrica.
Cuanto más rápido imprimes:
-
- Más material entra por segundo
-
- Más presión se acumula
-
- Mayor riesgo de que el extrusor marque el hilo
Limitar la velocidad volumétrica a 9 mm³/s es una decisión estratégica para proteger el material reciclado.
4. Retracciones: proteger el hilo no sólido
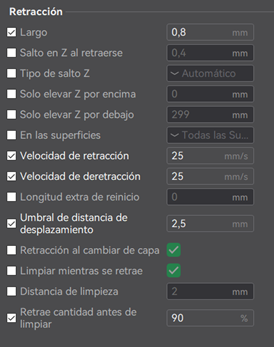
Aquí está uno de los puntos más importantes, en nuestro caso nosotros tenemos impresora de extrusión directo y no bowden.
Retracción: 0,8 mm
Velocidad de retracción: 25 mm/s
Velocidad de deretracción: 25 mm/s
Distancia mínima de desplazamiento: 2,5 mm
¿Por qué retracción corta?
El PET reciclado no es 100% sólido por lo que puede comprimirse ligeramente y puede deformarse si se retrae demasiado.
Retracciones largas generan estrangulamiento del hilo. fatiga del material al reducir la distancia y mantener la velocidad moderada evitamos latigazos dentro del hotend, y que con las retracciones de reduzca el diámetro del hilo y patine en el extrusor.
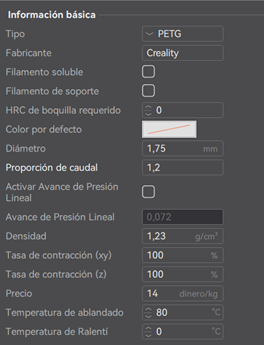
5. Flujo (Flow Rate): estabilidad sobre volumen
Proporción de caudal: 1.2
Diámetro: 1.75 mm
Densidad: 1.23 g/cm³
Ajustamos el flujo para compensar posibles microvariaciones del material reciclado.
Un flujo mal calibrado aumenta presión y genera sobreextrusión lo que obliga al extrusor a trabajar más, la clave no es imprimir más material, sino imprimir el justo, sin forzar el sistema.
Nuestra filosofía: menos presión = menos fallos
En PET reciclado, el enemigo no es la temperatura, es la presión interna del sistema.Todo lo que optimizamos apunta a:
 Reducir resistencia en el nozzle Disminuir esfuerzo del motor Evitar que el engranaje dañe el filamento Minimizar retracciones agresivas Controlar la velocidad volumétrica
Reducir resistencia en el nozzle Disminuir esfuerzo del motor Evitar que el engranaje dañe el filamento Minimizar retracciones agresivas Controlar la velocidad volumétrica
Prompt para que adaptes estos parámetros a tu impresora
Puedes copiar y pegar este prompt en GPT, Gemini o la IA de tu preferencia:
PROMPT SUGERIDO
Tengo una impresora 3D modelo: [ESCRIBE TU IMPRESORA]
Uso el laminador: [CURA / PRUSA / ORCA / BAMBU /CREALITY PRINT/ OTRO]
Quiero imprimir PET reciclado que no es 100% sólido.
Estos son los parámetros base optimizados en una Creality HI:
-
- Boquilla: 260°C
-
- Cama: 80°C
-
- Velocidad volumétrica máxima: 9 mm³/s
-
- Perímetros: 30 mm/s
-
- Relleno: 50 mm/s
-
- Retracción: 0.8 mm
-
- Velocidad de retracción: 25 mm/s
-
- Ventilador bajo (10%) y 40% en voladizos
-
- Flujo: 1.2
-
- umbral de distancia de desplazamiento 2.5 mm
Adapta estos parámetros a mi impresora para reducir presión en el extrusor y minimizar riesgo de daño al filamento reciclado priorizando impresiones exitosas mas que velocidad de impresión.

Comments (4)